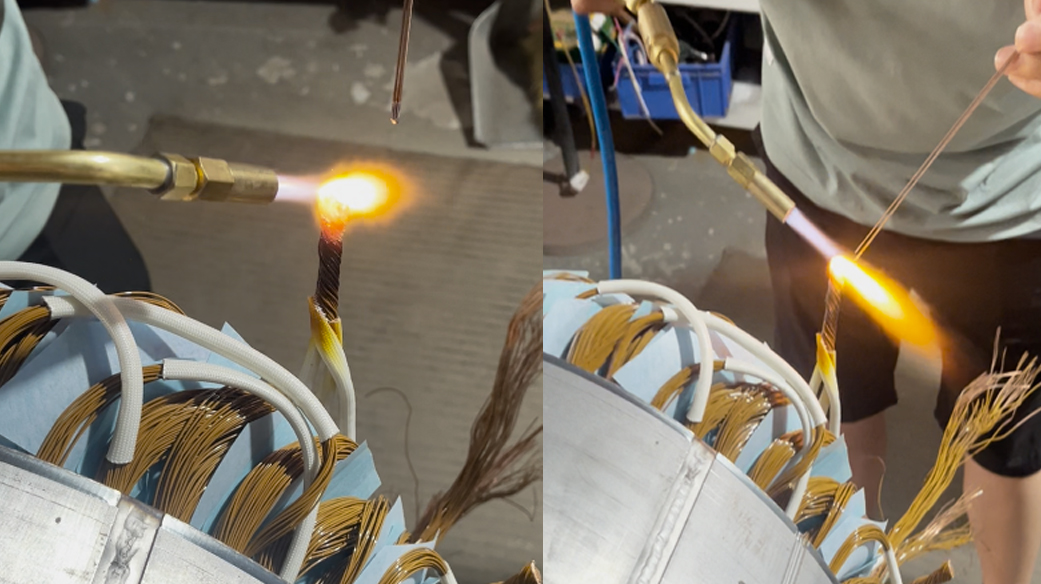
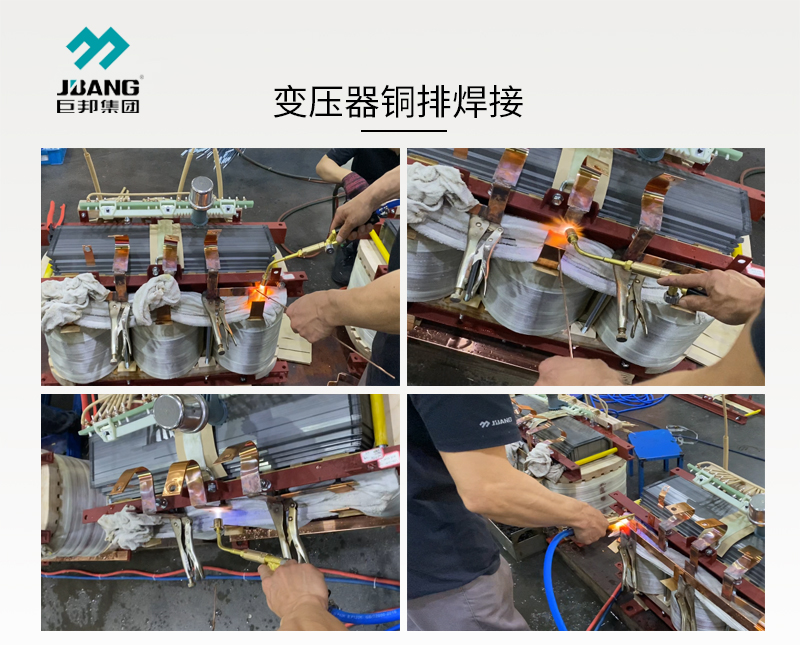
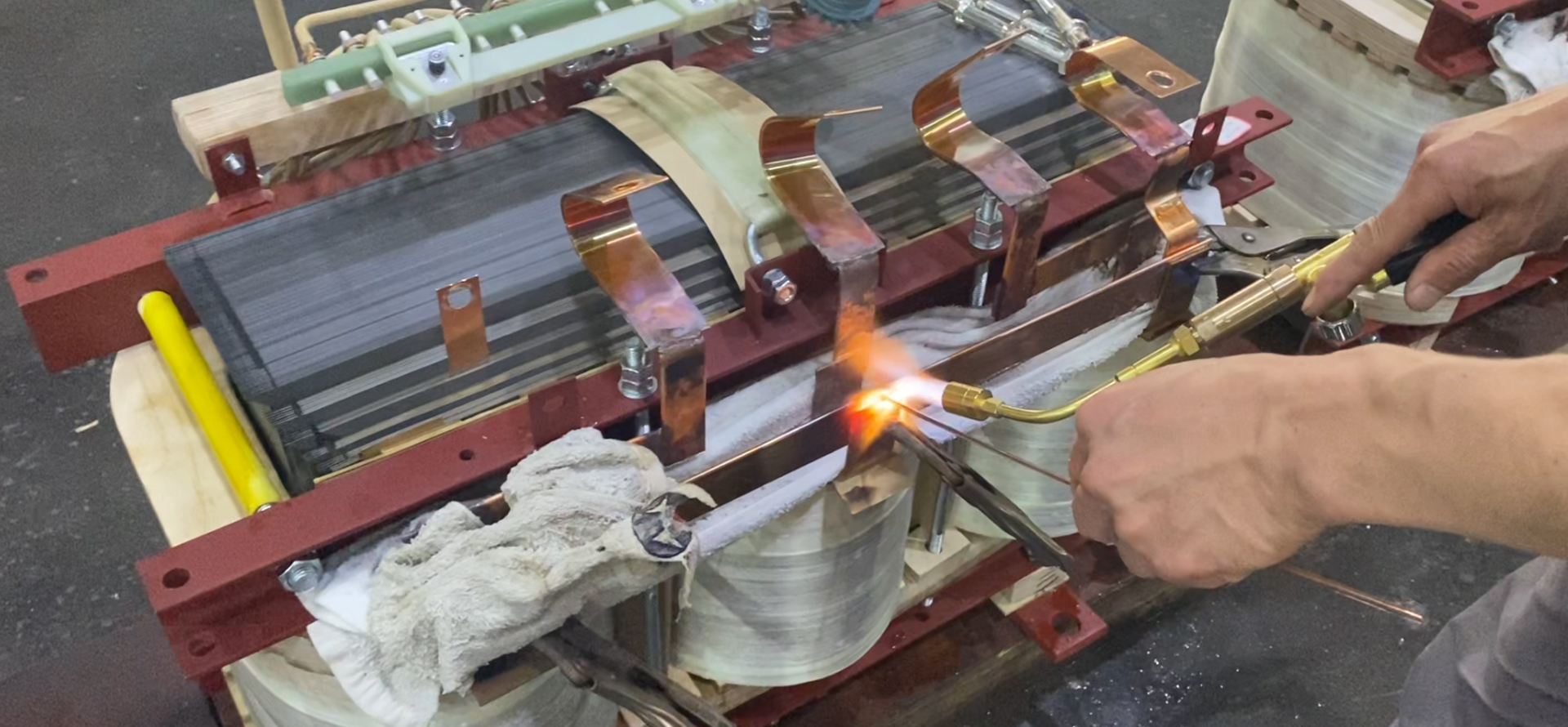
在变压器生产制造环节,铜排焊接是影响设备导电性能、结构稳定性的关键工序。传统焊接方式常面临焊缝杂质多、热影响区大、铜排易氧化等问题,而氢氧焊机凭借清洁燃烧、温度可控的特性,逐渐成为变压器铜排焊接的选择。本文将从应用优势、实操注意事项、适配场景三方面,详解氢氧焊机在该领域的应用价值。

一、氢氧焊机适配变压器铜排焊接的核心优势
变压器铜排作为电流传输的关键部件,对焊接质量的核心要求集中在 “低杂质、小变形、强导电性” 三大维度。氢氧焊机的工作原理与这些需求高度契合,具体优势可从以下四方面体现:
1. 焊接质量契合铜排导电需求
氢氧焊机通过电解水产生氢气与氧气,燃烧后仅生成水,无二氧化碳、氮氧化物等杂质排放。这种清洁的焊接环境,能有效避免传统电弧焊、气焊中常见的焊缝夹渣、气孔问题 —— 铜排焊缝若存在杂质,会直接增加接触电阻,导致运行中发热、能耗上升,甚至影响变压器使用寿命。而氢氧焰焊接的焊缝金属纯度高,与铜排基材结合紧密,经检测可保持与铜排本体相近的导电性能,满足变压器长期稳定运行的要求。
2. 热影响区可控,减少铜排变形
铜的导热系数较高,传统焊接方式若温度控制不当,易导致铜排局部过热,出现翘曲、开裂等变形问题,后续还需额外投入矫正工序,增加生产时间与成本。氢氧焊机的火焰温度可根据铜排厚度、焊接部位灵活调节(氢氧焰温度最高可达 2800℃,且火焰集中性强),能精准作用于焊接点,减少对铜排非焊接区域的热传导。实际应用中,针对厚度 5 - 15mm 的变压器铜排,采用氢氧焊机焊接后,铜排变形量可控制在 0.5mm 以内,无需二次矫正即可进入下一工序。
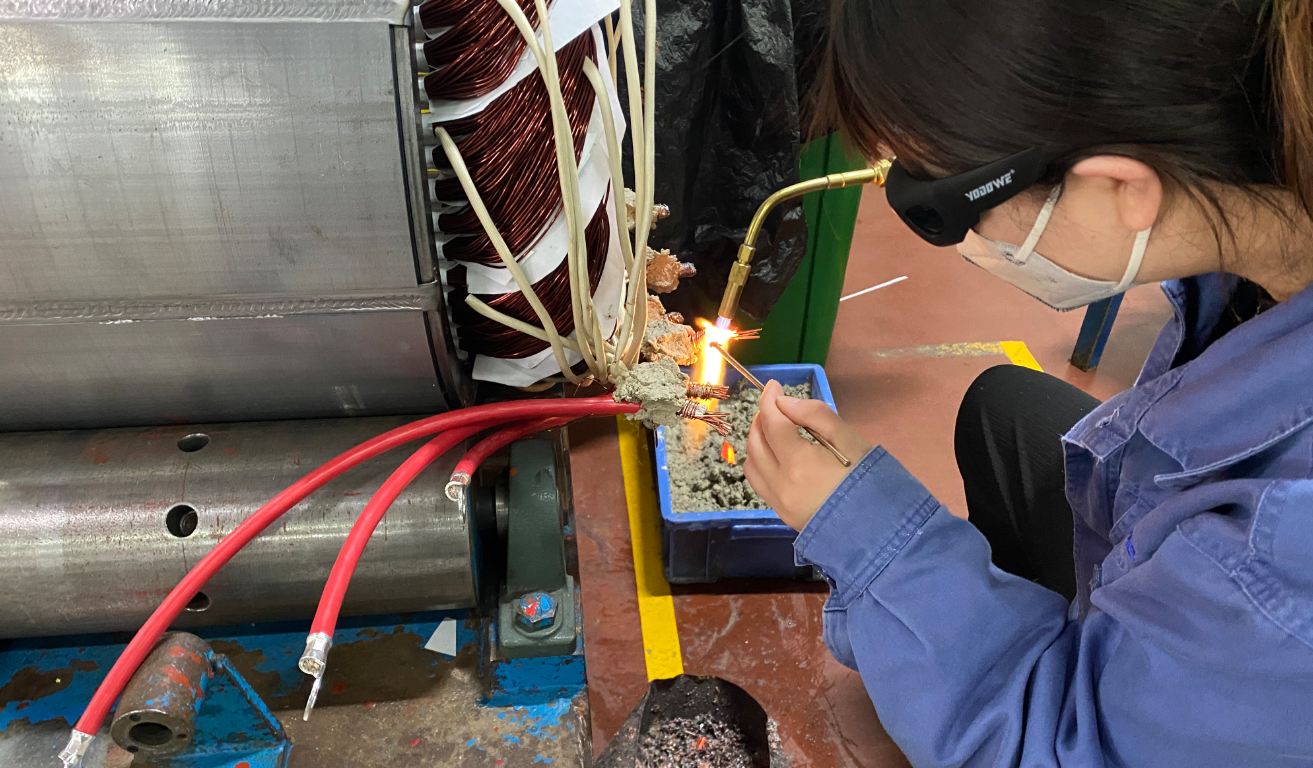
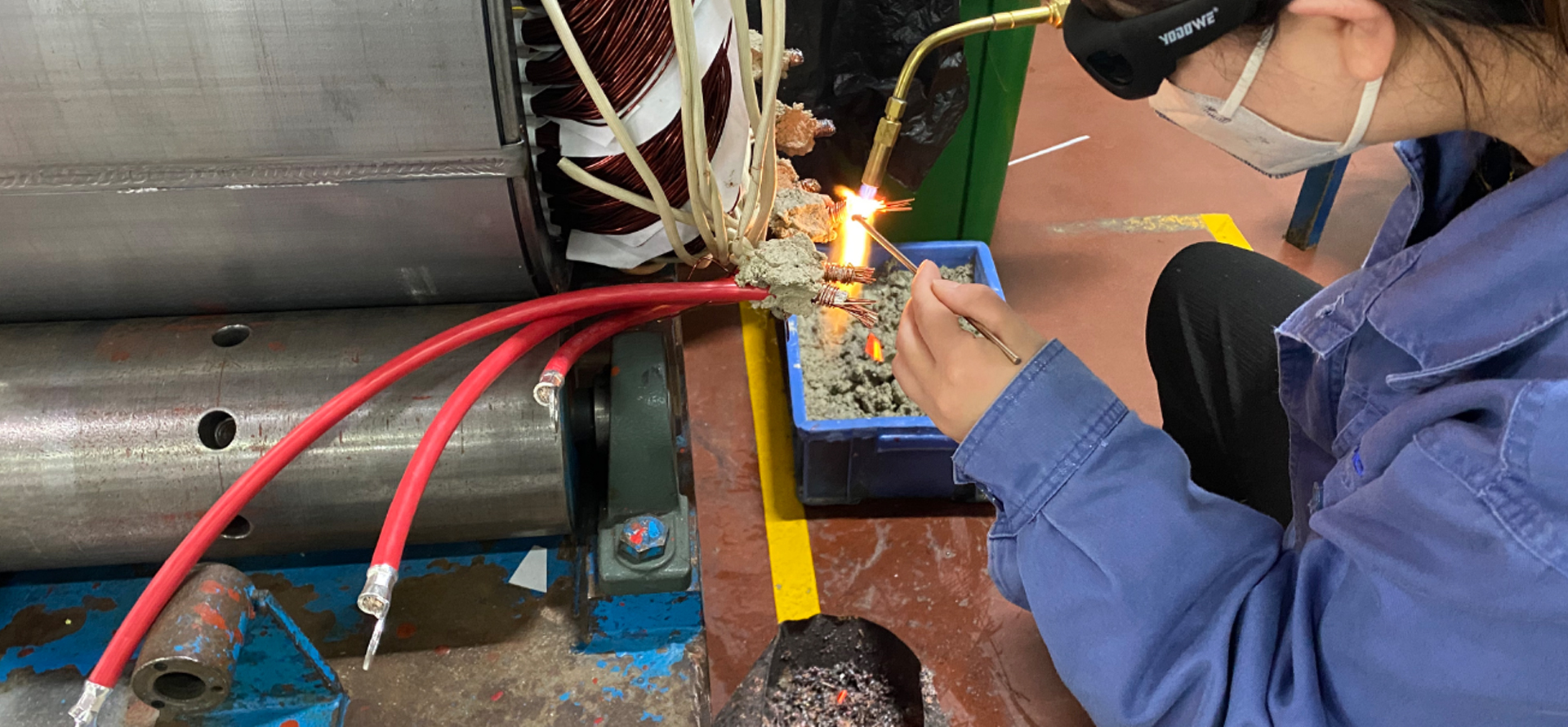
3. 操作适配铜排复杂焊接场景
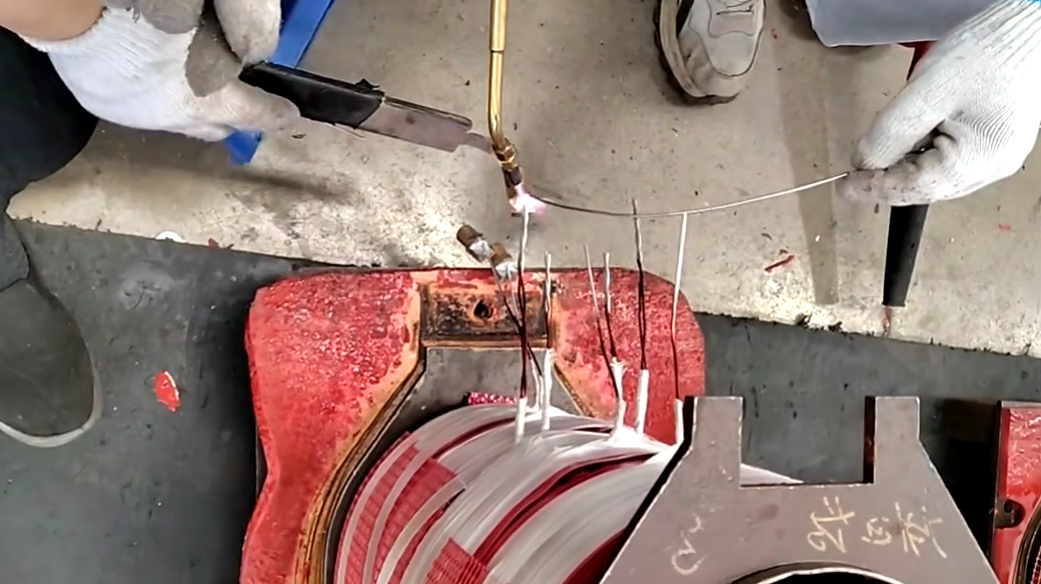
变压器铜排的焊接场景多样,既包括直线对接、T 型连接,也涉及与接线端子的异形焊接。氢氧焊机的焊枪设计轻便,搭配不同口径的喷嘴(如 0.8mm、1.2mm 口径),针对铜排与端子的小面积焊接,选用细口径喷嘴,火焰集中性强,避免损伤端子绝缘层;针对铜排长距离对接,切换粗口径喷嘴,可提升焊接效率,同时保证焊缝均匀。此外,氢氧焊机无需储存高压气瓶,设备占地面积小,在变压器生产车间的狭窄工位也能便捷操作。
4. 符合生产环保与成本控制需求
当前工业生产对环保要求逐步提高,传统气焊使用的乙炔气属于易燃易爆气体,储存与运输需额外投入安全防护成本,且燃烧后产生的杂质需配套处理设备。氢氧焊机以水为原料,现场电解产气,无需运输与储存环节,既降低了安全管理成本,也减少了污染物排放,符合车间环保生产标准。
二、氢氧焊机焊接变压器铜排的实操注意事项
要充分发挥氢氧焊机的优势,需结合变压器铜排的材质特性与焊接要求,规范操作流程,具体可关注以下四点:
1. 焊接前的铜排预处理
铜排表面若存在氧化层、油污,会直接影响焊缝结合度,因此焊接前需做好两步预处理:第1步,用砂纸或钢丝刷打磨铜排焊接部位,去除表面氧化层,露出金属本色;第二步,用无水乙醇擦拭打磨后的区域,清除油污与粉尘。若铜排厚度超过 12mm,建议在焊接部位开设 V 型坡口(坡口角度控制在 30° - 45°),提升焊缝熔深,避免出现 “虚焊” 问题。
2. 焊接参数的合理设定
根据铜排厚度与焊接形式,调整氢氧焊机的产气效率与火焰比例:
3. 焊接后的冷却与检测
焊接完成后,需让铜排自然冷却至室温,避免用水直接冲洗 —— 骤冷会导致铜排内部产生应力,增加开裂风险。冷却后需进行两项基础检测:一是外观检测,观察焊缝表面是否平整、无气孔、夹渣,边缘无咬边;二是导电性能检测,使用万用表测量焊缝部位的电阻值,确保与铜排本体电阻差值不超过 5%,若超出标准需重新焊接。
4. 设备日常维护要点
为保证氢氧焊机的稳定运行,需定期维护核心部件:每日使用前检查电解槽水位,若低于标准线需补充去纯净水(不可用自来水,避免杂质影响电解效率);每周清理焊枪喷嘴,去除内部积碳,防止火焰偏移。
三、氢氧焊机在变压器铜排焊接中的适配场景
除常规的变压器生产组装外,氢氧焊机还可适配以下特殊场景,进一步拓展应用范围:
1. 变压器检修中的铜排修复
变压器长期运行后,部分铜排可能因震动、老化出现焊缝开裂或接触不良问题。传统检修中,若采用电弧焊修复,易因高温损伤周边绝缘部件,而氢氧焊机火焰集中、温度可控,可在不拆卸变压器核心部件的情况下,对开裂焊缝进行局部补焊,减少检修时间与成本。
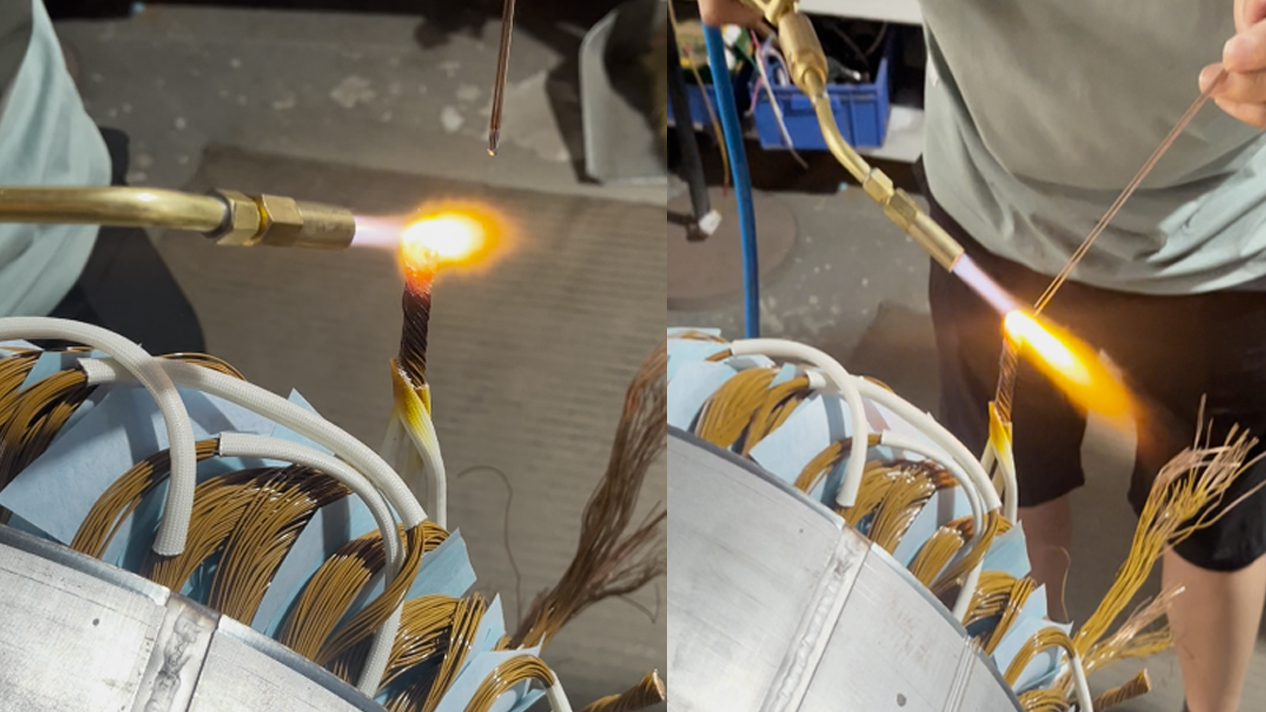
2. 定制化变压器的异形铜排焊接
部分特殊用途的变压器(如新能源领域的高频变压器),需使用异形铜排(如 L 型、U 型铜排)。这类铜排的焊接部位多为拐角,传统设备难以保证焊缝均匀,而氢氧焊机搭配灵活的焊枪角度,可精准对接拐角部位,同时通过调节火焰强度,避免拐角处铜排因应力集中出现变形。
3. 小批量铜排试产的快速适配
变压器研发阶段常需小批量试产铜排,对焊接设备的灵活性要求较高。氢氧焊机无需复杂的参数调试,操作人员经过简单培训即可上手,且更换不同规格的铜排时,仅需微调产气效率与喷嘴,即可快速适配试产需求,缩短研发周期。
氢氧切割机设备是一种利用氢气和氧气混合燃烧来产生高温火焰,从而实现金属材料切割的设备。它的原理主要包括气体混合、点燃和切割三个部分。 首先是气体混合部分。在氢氧切割机中,氢气和氧气被分别储存在气瓶中,通过管道输送到切割枪内部。在切割枪内部有一个混合室,氢气和氧气在混合室内混合并形成可燃气体。


咨询热线:19566416555