在工业切割领域,火焰切割技术凭借成熟的应用场景和适配性,长期服务于碳钢等金属材料的加工需求。其中,氢氧发生器切割(以氢气为核心燃料)与传统的乙炔切割、丙烷切割,是目前应用较广的三种火焰切割方式。二者基于不同的燃料特性,在切割效果、安全保障、使用成本等方面呈现出明显差异。本文将从多维度展开对比,为企业选择适配的切割方案提供参考,同时详细介绍氢氧发生器切割的应用特点。
一、核心原理与燃料特性:差异源于燃料本质
火焰切割的核心逻辑是 “预热 + 氧化”:燃料与氧气混合燃烧产生高温,将金属加热至燃点后,通过高压氧气吹除熔渣完成切割。三种切割方式的根本差异,首先体现在燃料的来源、成分及燃烧特性上。
1. 氢氧发生器切割:以水为原料,即产即用
氢氧发生器通过电解水的方式生成燃料,反应过程为 “水→氢气 + 氧气”,无需储存高压钢瓶,燃料可实现 “随用随产”。其核心燃料为高纯度氢气,燃烧时火焰集中,温度约为 2800℃;燃烧产物仅为水,少油烟、减少有害气体排放,切割过程中不会产生碳黑等杂质。这种燃料特性让氢氧发生器切割在清洁性上具备显著特点,尤其适合对作业环境有较高要求的场景。
2. 乙炔切割:依赖钢瓶储存,含杂质
乙炔切割的燃料需通过高压钢瓶储存,且钢瓶内需填充丙酮以稳定乙炔(避免爆炸风险)。乙炔燃料含少量杂质,燃烧温度约为 3100℃,但燃烧过程中可能产生一氧化碳(不完全燃烧时)和碳黑,长期使用需注意作业环境的通风。此外,乙炔与铜、银等金属接触易生成爆炸性化合物,储存和使用环节需严格规避此类接触。
3. 丙烷切割:液化储存,碳氢比高
丙烷切割的燃料同样通过高压钢瓶储存,且以液化状态存在(属于液化石油气范畴,部分为纯丙烷,部分为混合气)。丙烷的碳氢比高于乙炔,燃烧温度约为 2800℃(与氢氧发生器切割接近),但火焰分散度较高,热量易散失;燃烧产物包含二氧化碳、一氧化碳和水蒸气,虽无碳黑产生,但仍需注意一氧化碳的聚集风险。
二、切割性能对比:适配不同加工需求
切割性能直接影响工件质量和生产效率,三者在预热速度、切割厚度、切口质量等方面的差异,决定了其适配的加工场景各不相同。
1. 预热速度:氢氧与乙炔更具优势
氢氧发生器切割:火焰集中性好,热量传递效率高,预热速度较快,中薄板加工时无需长时间等待。
乙炔切割:因燃烧温度高,预热速度在三者中较快,尤其适合厚板加工时的快速升温需求。
丙烷切割:火焰分散度高,热量易向周边环境散失,预热速度较慢,厚板加工时需延长预热时间,影响整体效率。
2. 切割厚度范围:各有适配区间
氢氧发生器切割:更适配中薄板加工(建议厚度≤80mm),厚板加工时需适当延长预热时间,但仍可满足基本切割需求。
乙炔切割:适配范围广,中厚板(10-200mm)加工均能胜任,且厚板切割时的效率和稳定性表现突出。
丙烷切割:主要适配薄板加工(建议厚度≤60mm),厚板加工时效率明显下降,且易出现切割难的情况。
3. 切口质量:氢氧切割清洁度好
氢氧发生器切割:切口平整,熔渣易被高压氧气吹除,挂渣少;同时,因火焰集中,热影响区小,对工件周边金属的性能影响较小,适合对切口精度和表面质量有要求的加工场景(如食品机械配件、医疗设备零件等)。
乙炔切割:切口锋利度高,挂渣量少,但因乙炔含少量硫元素,可能对后续焊缝质量产生轻微影响;热影响区较小,整体切口质量处于中等偏上水平。
丙烷切割:切口易产生挂渣,需额外增加清理工序;火焰分散导致热影响区较大,工件周边金属易因过热出现性能变化,仅适合对切口质量要求较低的场景(如废钢拆解、简单钢板下料等)。
三、安全性对比:氢氧发生器切割风险低
工业作业中,安全性是首要考量因素。三种切割方式在燃料储存、使用过程中的风险差异,直接关系到作业现场的安全保障。
1. 燃料储存风险:氢氧发生器无需钢瓶,风险低
氢氧发生器切割:仅需储存水,无需高压钢瓶,电解过程封闭,氢气生成后直接用于切割,无泄漏积累风险,储存环节的安全系数显著高于传统方式。
乙炔切割:钢瓶受冲击、高温或阳光暴晒时易发生爆炸,且乙炔本身属于易燃易爆气体,储存时需严格控制环境温度和摆放位置,风险较高。
丙烷切割:丙烷为高压液化气,钢瓶泄漏时易形成可燃混合气;且丙烷密度比空气大,泄漏后会在地面聚集,遇火源易引发爆炸,储存环节需注意通风和泄漏检测。
2. 使用过程风险:氢氧切割无回火隐患
氢氧发生器切割:氢气泄漏后因密度远小于空气,会快速向上扩散,不易形成可燃混合气;同时,设备自带防回火装置,切割过程中无回火风险,使用安全性更有保障。
乙炔切割:乙炔燃烧速度快,易发生回火现象,若回火蔓延至钢瓶,可能引发爆炸,因此必须配备回火防止器,且需定期检查更换,使用过程中需时刻关注回火风险。
丙烷切割:回火风险低于乙炔,但泄漏后气体易在地面聚集,若未及时发现,遇火源仍会引发安全事故;同时,燃烧产生的一氧化碳需通过通风排出,避免中毒风险。
3. 环境适应性:氢氧切割适合密闭空间
氢氧发生器切割:少许有害气体排放,即使在室内封闭环境中使用,也无需额外加强通风,对环境的适应性更强。
乙炔切割:需强制通风,避免一氧化碳和碳黑聚集,不适合在密闭空间长时间作业。
丙烷切割:同样需要通风排出一氧化碳,室外使用时需关注风向,避免泄漏气体随风聚集至作业区域。
四、经济性对比:氢氧发生器长期使用成本低
切割方案的经济性需结合 “初期投入 + 长期运行成本” 综合评估,三种方式在成本结构上的差异,决定了其适配的企业类型各不相同。
1. 初期投入:氢氧发生器略高,传统方式更低
氢氧发生器切割:需购买氢氧发生器设备,根据产能不同,设备价格从数千元到数万元不等,初期投入相对较高。
乙炔切割:仅需购买割炬、乙炔钢瓶和减压阀,初期设备成本较低,适合短期或间断性作业的企业。
丙烷切割:与乙炔切割类似,初期投入以割炬、钢瓶和减压阀为主,成本较低。
2. 长期运行成本:氢氧发生器优势明显
氢氧发生器切割:燃料仅需水和电费,1 度电约可生成 0.6 立方米氢气,水费可忽略不计;同时,无需支付钢瓶租赁、运输和检测费用,长期运行成本极低。
乙炔切割:乙炔单价约 15-25 元 / 公斤,且钢瓶需定期检测(每 3 年 1 次)和租赁,运输费用也需计入成本,长期运行成本较高。
丙烷切割:丙烷单价约 6-10 元 / 公斤,虽低于乙炔,但仍需支付钢瓶租赁、运输和检测费用(钢瓶检测周期为每 5 年 1 次),长期运行成本高于氢氧发生器切割。
3. 维护成本:氢氧发生器更省心
氢氧发生器切割:设备结构简单,日常维护仅需定期更换过滤器、补充电解液,无易损件,维护成本低且操作便捷。
乙炔切割:割炬易因碳黑堵塞,需频繁清理;回火防止器需定期更换;钢瓶检测频率高,维护成本和工作量均较大。
丙烷切割:割炬维护成本低于乙炔,但钢瓶仍需定期检测,维护成本高于氢氧发生器切割。
五、场景适配建议:根据需求选择合适方案
结合以上对比,三种切割方式的适配场景可总结如下:
氢氧发生器切割:适合长期连续作业、以中薄板加工为主,且对作业环境清洁度、切口质量和安全性有要求的企业(如食品机械制造、医疗设备加工、中小型机械加工厂等)。其长期运行成本低、安全性高的特点,能为企业降低综合成本,同时提升加工质量。
乙炔切割:适合以厚板加工为主、作业频率不固定(如工地现场切割、重型机械下料),且对切割效率有较高要求的企业。需注意加强安全管理,规避储存和使用过程中的风险。
丙烷切割:适合对切割质量要求较低、作业频率低(如废钢回收拆解、临时钢板下料),且对初期投入敏感的企业。需注意通风和泄漏检测,避免安全事故。
结语
氢氧发生器切割作为一种基于电解水技术的火焰切割方式,在清洁性、安全性和长期经济性上展现出价值,尤其适合注重可持续生产和加工质量的企业。而乙炔切割和丙烷切割则在特定场景(如厚板加工、短期作业)中仍有其适配性。企业在选择切割方案时,可结合自身加工需求、作业频率和成本预算,综合评估后选择适合的方案,以实现加工效率与成本控制的平衡。

 山东LQJN-H6000氢氧焊机应用大功率电机制造厂家
山东LQJN-H6000氢氧焊机应用大功率电机制造厂家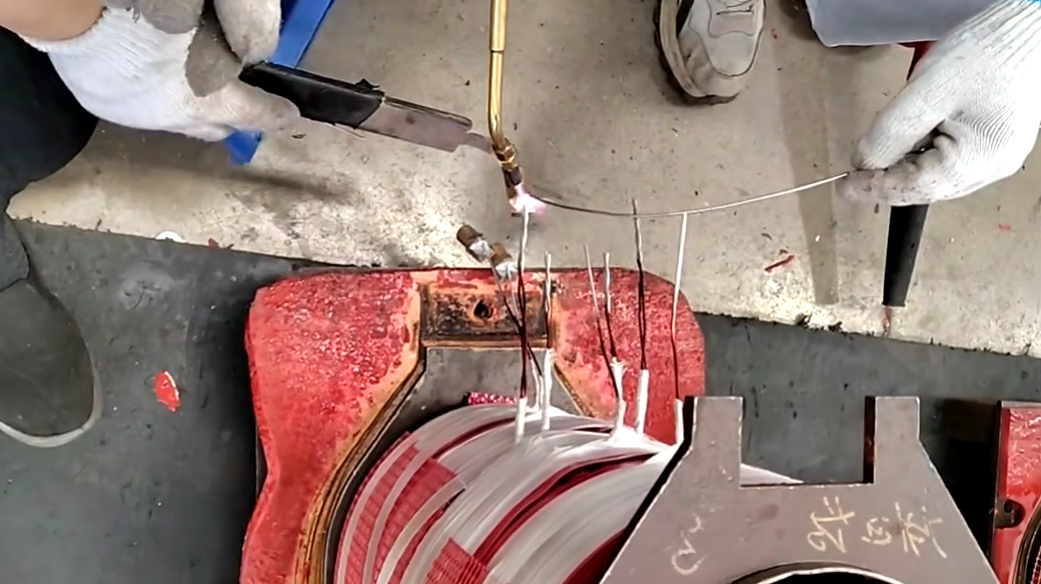 山东赴徐州普拓变压器厂完成LQJN-H4000型氢氧焊机安装调试
山东赴徐州普拓变压器厂完成LQJN-H4000型氢氧焊机安装调试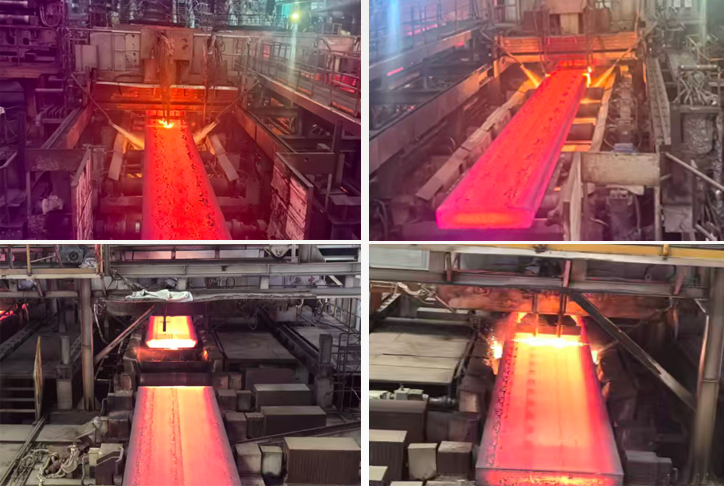 山东氢氧发生器在钢铁连铸坯切割中的应用案例
山东氢氧发生器在钢铁连铸坯切割中的应用案例 山东巨邦集团引入LQJN-H10000氢氧焊机焊接油浸变压器铜排
山东巨邦集团引入LQJN-H10000氢氧焊机焊接油浸变压器铜排 山东达源电力LQJN-H4000氢氧焊机5mm厚变压器铜排焊接的绿色智造新方案
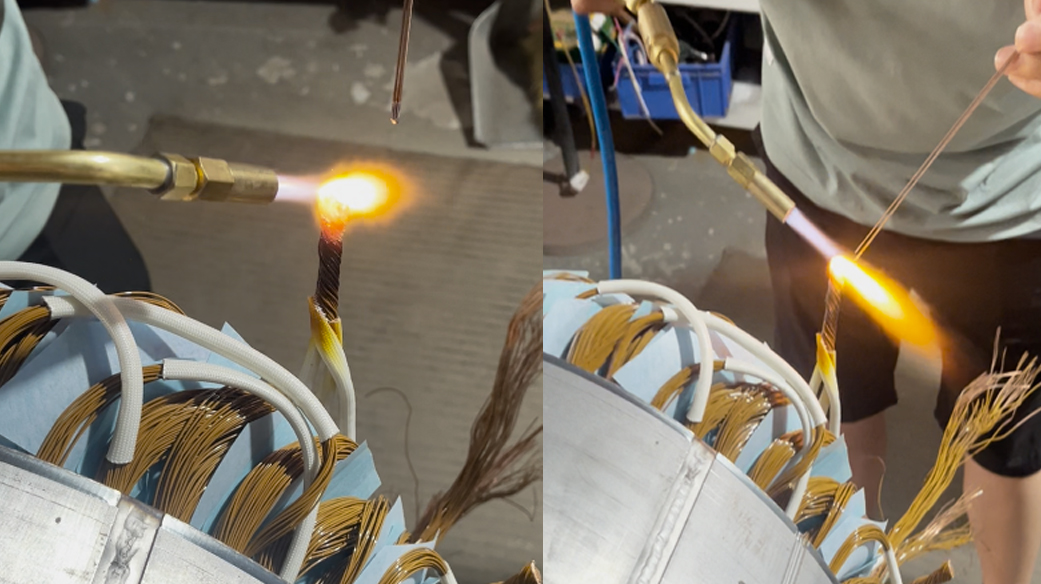
山东达源电力LQJN-H4000氢氧焊机5mm厚变压器铜排焊接的绿色智造新方案 山东湘电集团强磁科技引入LQJN-H6000氢氧焊机电机引线焊接
山东湘电集团强磁科技引入LQJN-H6000氢氧焊机电机引线焊接 山东威腾变压器使用LQJN-H8000型氢氧焊机焊接变压器铜排应用
山东威腾变压器使用LQJN-H8000型氢氧焊机焊接变压器铜排应用 山东中联重工采用LQJN-H8000氢氧发生器 赋能板材切割生产
山东中联重工采用LQJN-H8000氢氧发生器 赋能板材切割生产 山东绿色智造突破:江苏德澜仕电气携手领氢节能,LQJN-H3500 赋能变压器铝排焊接升级
山东绿色智造突破:江苏德澜仕电气携手领氢节能,LQJN-H3500 赋能变压器铝排焊接升级 山东氢氧焰赋能智造——山东欧瑞安电气LQJN-H20000型氢氧焊机扁铜线焊接应用
山东氢氧焰赋能智造——山东欧瑞安电气LQJN-H20000型氢氧焊机扁铜线焊接应用