在金属热加工领域,传统乙炔火焰焊凭借 “高温特性” 曾长期占据主流市场,广泛应用于钢材切割、管道焊接、部件钎焊等场景。但随着环保政策趋严、安全生产要求升级,以及企业对 “降本增效” 的需求提升,氢氧焊机以更适配现代工业生产的技术优势,正快速替代乙炔火焰焊,成为制造企业的新选择。本文将从 “安全性能、环保合规、” 两大核心维度,深度对比两者差异,解析氢氧焊机普及背后的关键原因。
传统乙炔火焰焊的 “高危属性” 是企业长期面临的痛点 —— 乙炔气体本身属于易燃易爆危险化学品,从储存、运输到作业环节,都存在多重安全隐患,而氢氧焊机通过技术原理革新,实现了 “低风险” 的作业模式。
气体特性风险:乙炔的爆炸极限极宽(体积分数 2.5%~82%),一旦气瓶泄漏,与空气混合后遇火星(如静电、焊接火花)就可能引发爆炸;且乙炔在高压状态下(超过 0.15MPa)会发生 “分解爆炸”,即使无明火也可能因压力波动导致气瓶破裂,历史上因乙炔气瓶爆炸引发的车间火灾事故屡见不鲜。
储存运输风险:乙炔不能单独压缩储存,必须溶解在丙酮中装入专用钢瓶,且钢瓶需直立存放(防止丙酮流出),储存环境温度不能超过 40℃,否则易引发安全事故;同时,乙炔气瓶属于 “特种设备”,运输需具备危险品运输资质,不仅成本高,还面临交通监管限制(如部分城区白天禁止危险品车辆通行)。
作业操作风险:乙炔火焰焊需搭配氧气使用(助燃),作业时需同时操作乙炔瓶、氧气瓶两套气瓶,若气体配比不当(如氧气过量),易产生 “回火” 现象 —— 火焰倒灌回气瓶,引发气瓶爆炸;且乙炔火焰温度虽高(约 3100℃),但火焰稳定性差,受风、温度影响大,作业时易因火焰飘移导致烫伤事故。
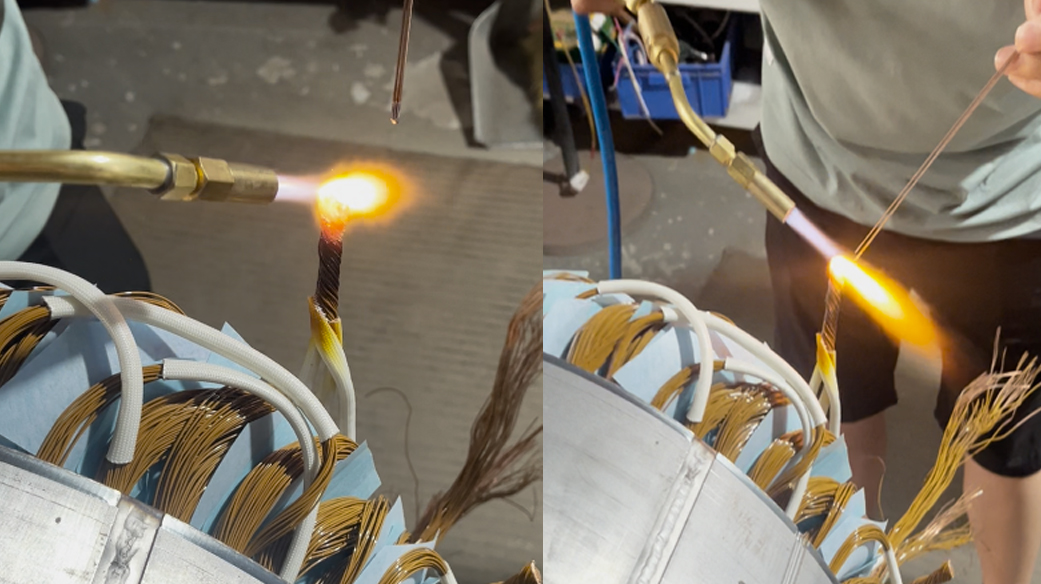
氢氧焊机的核心优势在于 “现场制气、即产即用”,从源头规避了乙炔的高危风险:
气体产生安全:通过 “电解水” 技术现场生成氢氧混合气体,无需储存高压气瓶,即产即用。
作业过程安全:设备配备 “双重安全保护装置”是“熄火保护”,火焰意外熄灭时,立即切断气体输出,防止气体泄漏;二是 “回火防止器”,即使出现罕见的回火现象,也能通过单向阀阻断火焰倒灌,保护设备核心部件;同时,氢氧火焰束集中(火焰直径仅 2~5mm),温度虽高(约 2800℃),烫伤、火灾风险比乙炔火焰焊降低 90%。
环境适应安全:无需严格控制储存温度、存放角度,设备可在 - 10℃~40℃环境下稳定运行,且移动便捷(小型机型仅重 30kg),适合车间固定作业、户外现场施工等多种场景,无需担心 “危险品运输限制” 问题。
近年来,国家 “双碳” 目标与《大气污染物综合排放标准》《挥发性有机物无组织排放控制标准》等法规持续收紧,传统乙炔火焰焊的 “污染问题” 逐渐成为企业合规痛点,而氢氧焊机的低污染的特点适符合要求。
有害气体排放:乙炔燃烧时会产生一氧化碳(CO)、碳氢化合物(HC)等有害气体 —— 当氧气供应不足时,乙炔不完全燃烧生成的一氧化碳浓度可达 500ppm 以上,长期接触会导致操作人员一氧化碳中毒;同时,乙炔中含有的微量硫、磷杂质,燃烧后会生成二氧化硫(SO₂)、五氧化二磷(P₂O₅),不仅腐蚀设备,还会造成大气污染,车间需额外安装废气处理设备才能合规。
固废与资源浪费:乙炔气瓶使用过程中,溶解乙炔的丙酮会随气体消耗逐渐流失,废弃气瓶需专业机构回收处理(属于危险废物),处理成本高;且乙炔气体不能完全燃烧利用,通常存在 15%~20% 的浪费,既增加成本,又间接加剧污染。
氢氧焊机的环保优势源于其 “清洁燃料” 特性:

 山东LQJN-H6000氢氧焊机应用大功率电机制造厂家
山东LQJN-H6000氢氧焊机应用大功率电机制造厂家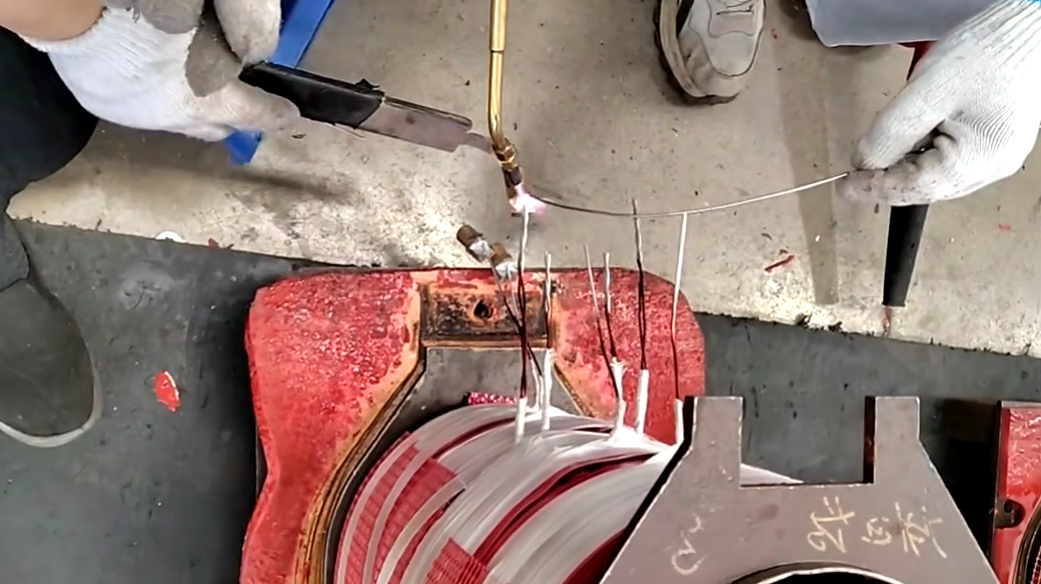 山东赴徐州普拓变压器厂完成LQJN-H4000型氢氧焊机安装调试
山东赴徐州普拓变压器厂完成LQJN-H4000型氢氧焊机安装调试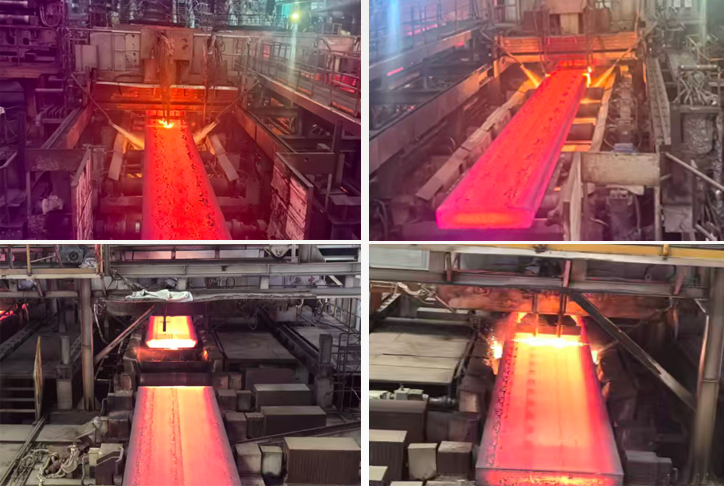 山东氢氧发生器在钢铁连铸坯切割中的应用案例
山东氢氧发生器在钢铁连铸坯切割中的应用案例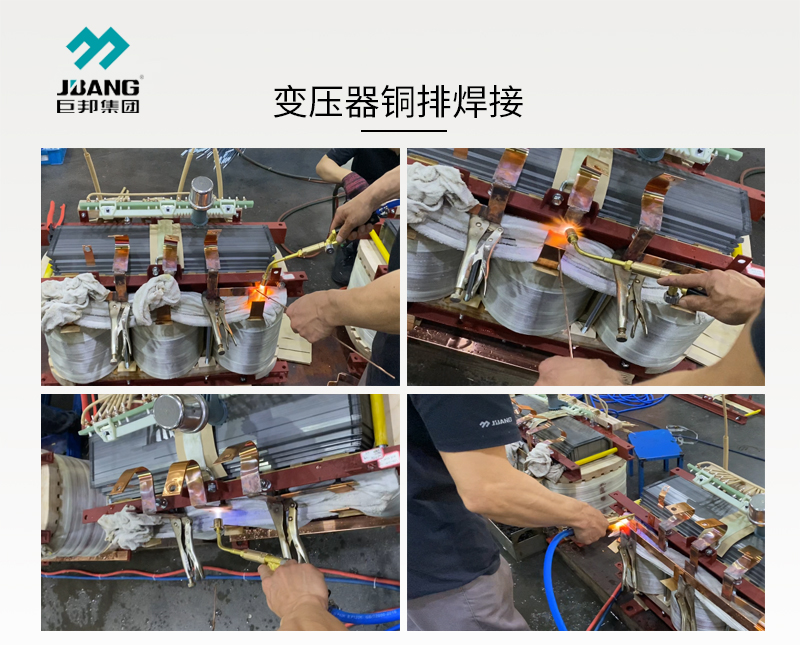 山东巨邦集团引入LQJN-H10000氢氧焊机焊接油浸变压器铜排
山东巨邦集团引入LQJN-H10000氢氧焊机焊接油浸变压器铜排 山东达源电力LQJN-H4000氢氧焊机5mm厚变压器铜排焊接的绿色智造新方案
山东达源电力LQJN-H4000氢氧焊机5mm厚变压器铜排焊接的绿色智造新方案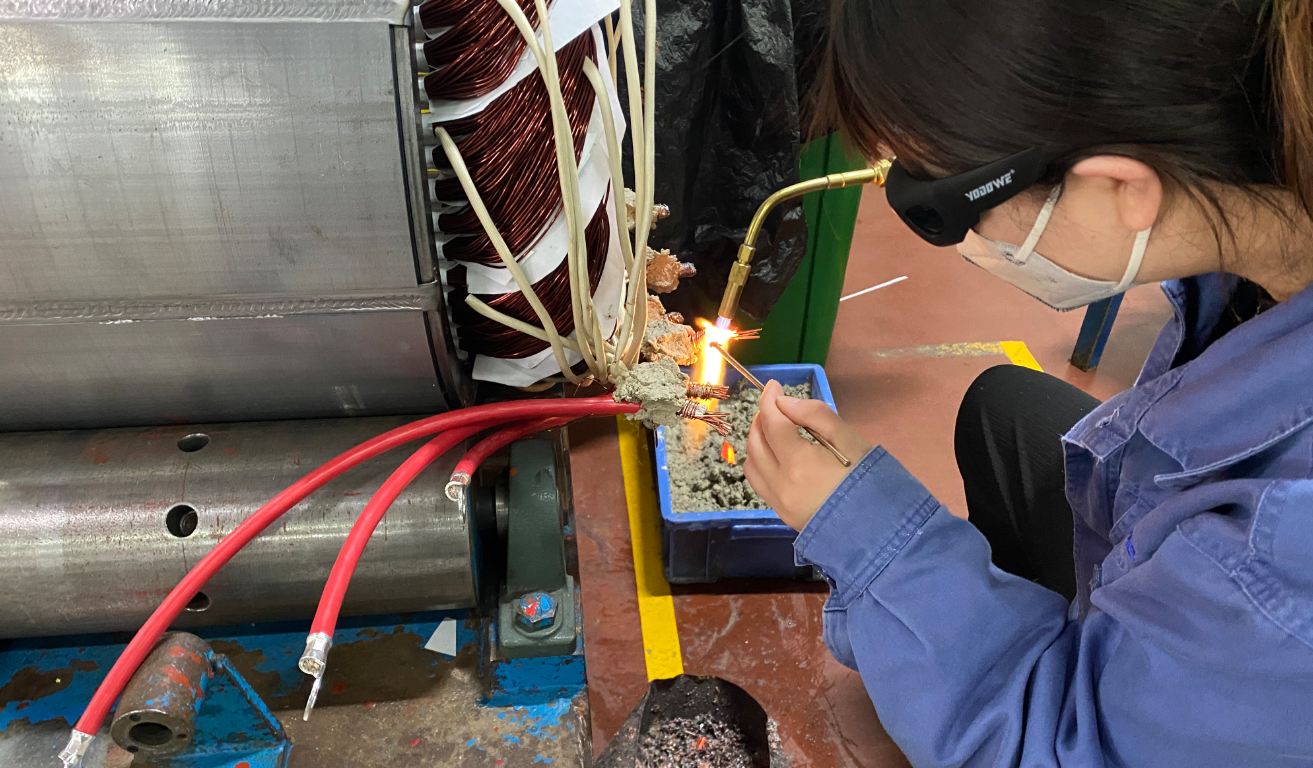 山东湘电集团强磁科技引入LQJN-H6000氢氧焊机电机引线焊接
山东湘电集团强磁科技引入LQJN-H6000氢氧焊机电机引线焊接 山东威腾变压器使用LQJN-H8000型氢氧焊机焊接变压器铜排应用
山东威腾变压器使用LQJN-H8000型氢氧焊机焊接变压器铜排应用 山东中联重工采用LQJN-H8000氢氧发生器 赋能板材切割生产
山东中联重工采用LQJN-H8000氢氧发生器 赋能板材切割生产 山东绿色智造突破:江苏德澜仕电气携手领氢节能,LQJN-H3500 赋能变压器铝排焊接升级
山东绿色智造突破:江苏德澜仕电气携手领氢节能,LQJN-H3500 赋能变压器铝排焊接升级 山东氢氧焰赋能智造——山东欧瑞安电气LQJN-H20000型氢氧焊机扁铜线焊接应用
山东氢氧焰赋能智造——山东欧瑞安电气LQJN-H20000型氢氧焊机扁铜线焊接应用