在空气能设备制造过程中,铜管作为制冷剂传输的核心载体,其焊接质量直接影响设备的导热效率、密封性与使用寿命。随着环保趋严与制造业升级需求,传统火焰焊接技术的局限性逐渐凸显,氢氧焊机火焰焊接凭借清洁、安全、的特性,成为空气能制造业铜管焊接的方案。本文将从技术原理、核心优势、工艺要点及应用价值等方面,解析氢氧焊机火焰焊接在空气能铜管加工中的实践应用。


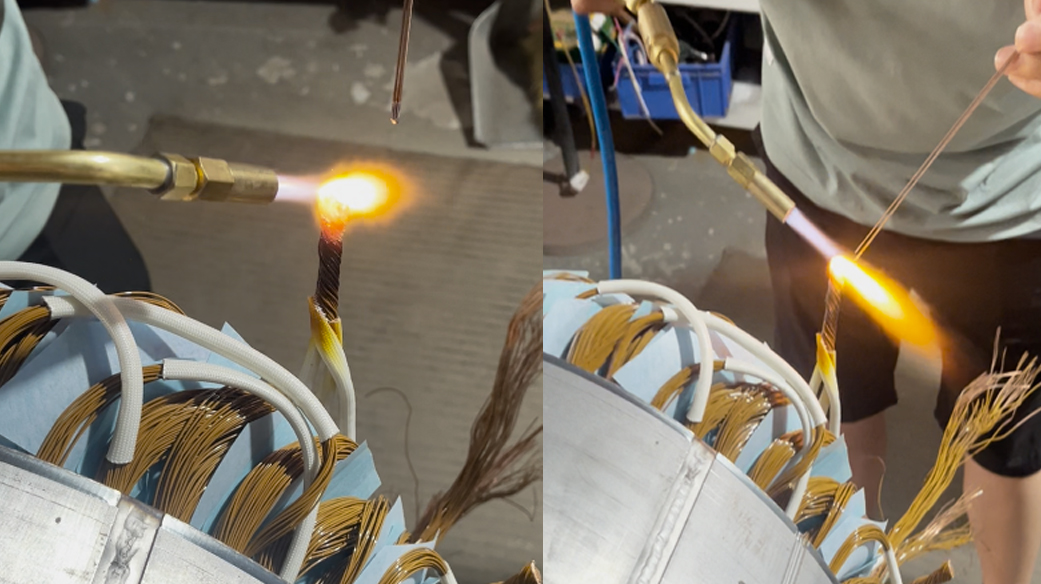
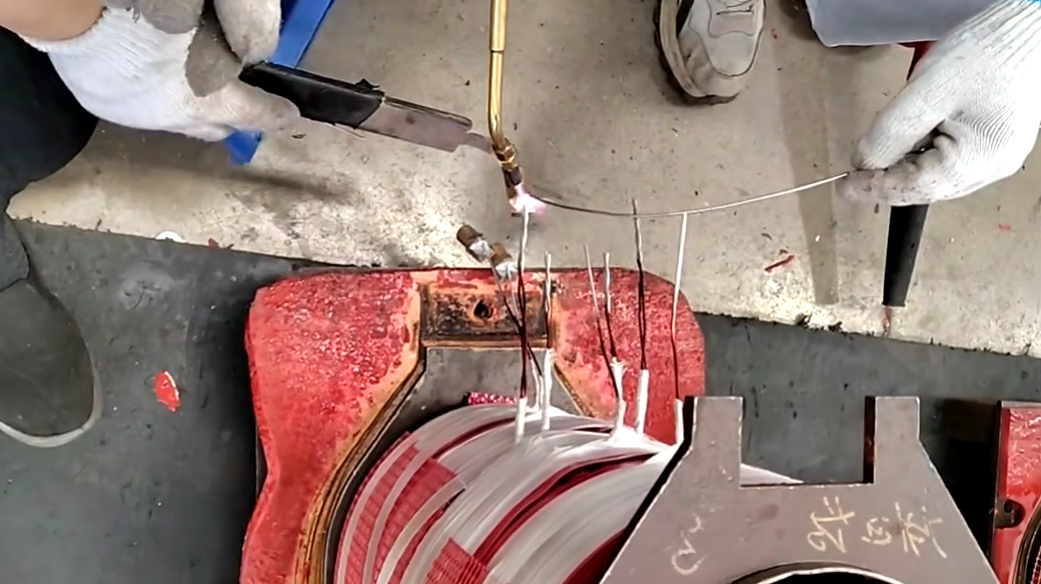
氢氧焊机火焰焊接的核心原理是通过电解水技术现场生成氢氧混合气体,氢气作为燃料、氧气助燃,经专用焊枪点燃形成高温火焰(温度可达2800℃),实现铜管的钎焊连接。与传统乙炔火焰焊接不同,该技术采用“即产即用”的供气模式,无需储存高压气瓶,从源头规避了气体存储与运输的安全风险,同时燃烧产物仅为水,无有害气体排放,契合制造业绿色发展趋势。
在空气能制造业中,
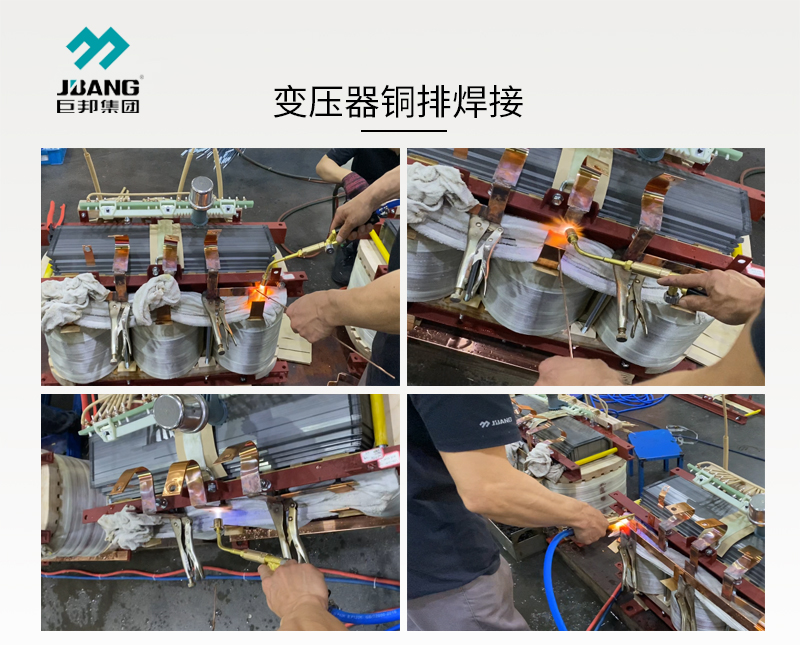
氢氧焊机火焰焊接的适配性优势。其一,安全性能大幅提升。空气能生产车间多为密集型作业环境,传统乙炔气瓶的爆炸隐患、泄漏风险始终是安全管理的重点难点。氢氧焊机配备熄火保护装置与回火防止器,火焰意外熄灭时可立即切断气源,回火现象发生时能通过单向阀阻断火焰倒灌,适配车间固定作业与临时施工等多种场景。其二,焊接质量更契合精密加工需求。空气能设备的铜管管路纤细且壁厚均匀,对焊接热影响区要求严苛。氢氧火焰束集中,热损失小,能精准控制加热范围,避免铜管局部过热导致的管壁烧穿、氧化皮生成等问题,有效保障管路畅通性,降低压缩机损坏风险。
掌握规范的焊接工艺是保障空气能铜管焊接质量的关键。
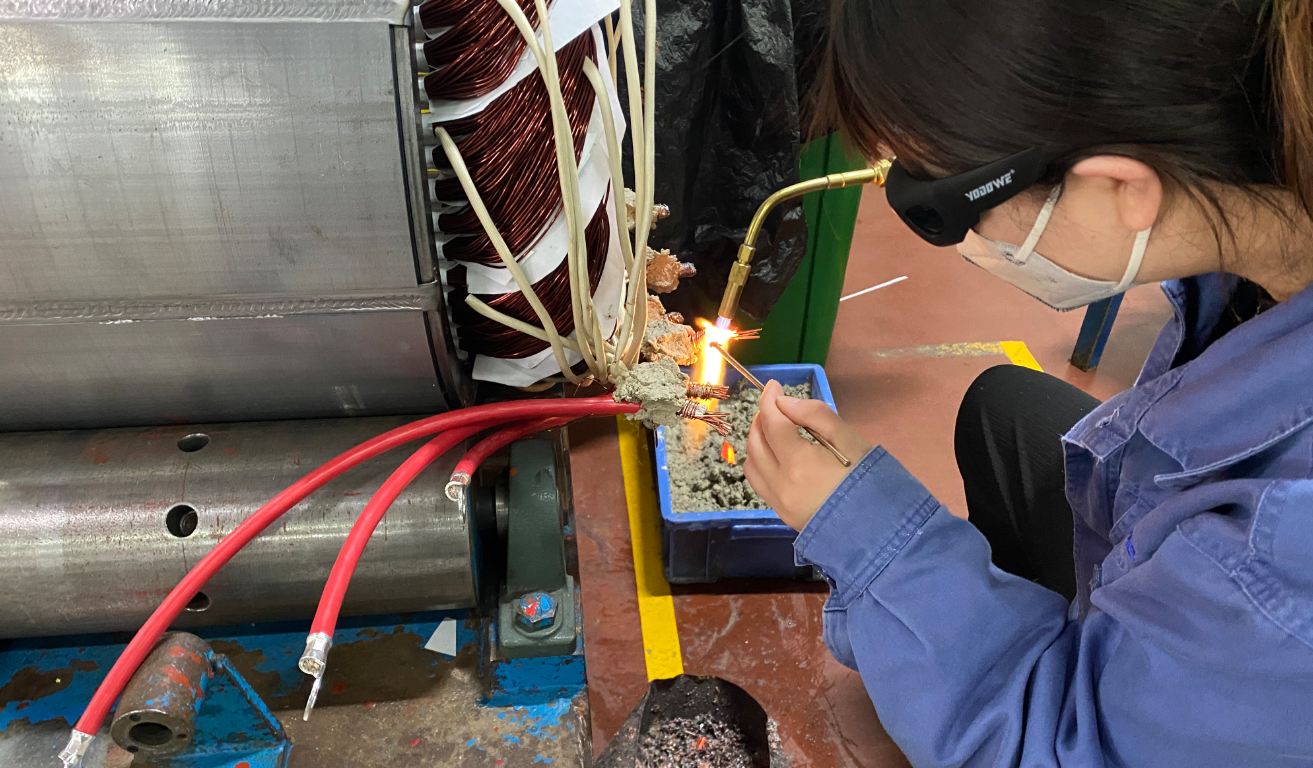
焊接实施过程中,火焰调节与加热控制是核心环节。应将火焰调至中性焰,以接头区域为中心均匀扫动加热,加热壁厚较大的管件,确保接头整体温度一致达到焊料熔化温度。需注意让母材热量熔化焊料,而非直接用火焰烧灼焊料,待焊料沿缝隙均匀流动并形成光滑焊角后,立即移开焊料与火焰,让接头自然冷却凝固,冷却前严禁晃动管件,避免出现冷焊缺陷。